Qayta ishlash uchun imtiyozlarni tanlash usullari. Nafaqalarni tanlash usullari
Nafaqa- belgilangan zichlikni ta'minlash uchun sirt detallaridan olinadigan material to'pi.
Operatsion nafaqa- bitta texnologik operatsiyaning oxirgi soatida ko'rish mumkin bo'lgan bu nafaqa.
Oraliq nafaqa- bu bitta texnologik o'tish soati ostida ko'rish mumkin bo'lgan nafaqa. Bu rozmiriv, old tomondan otrimanih va yovuz o'tish bilan ifodalanadi.
Issiq nafaqa- ishlov beriladigan qismdan tayyor qismga barcha operatsiyalar va o'tishlarni bajarish uchun zarur bo'lgan material to'pi. Vín dorivnyuê sumí operatsion nafaqalari:
de n – operatsiyalar soni (o'tishlar).
Tugatish uchun imtiyozlar nosimmetrik yoki assimetrik bo'lishi mumkin.
Nosimmetrik imtiyozlar o'rashning tashqi va ichki silindrsimon va so'nggi yuzalarini qayta ishlashda, shuningdek, bir xil ruxsatnomalar bilan tashqi yuzalarni bir soatlik ishlov berishda qo'llaniladi.
Agar proliferativ yuzalar bitta turdagi mustaqil ravishda kesilgan bo'lsa, assimetrik ruxsatnoma bo'ladi. Agar qarama-qarshi tomonlardan biri qayta ishlanmasa, bir tomonlama nafaqa, assimetrik nafaqalar tomchisi deb ataladi.
Aslini olganda, nafaqa ishlov beriladigan qismning oldingi qismini yo'qotish va ushbu texnologik operatsiya bilan bog'liq bo'lgan kesishlar uchun kompensator hisoblanadi.
Nafaqa uchun nafaqa belgilanadi, bu eng katta va eng kichik nafaqa o'rtasidagi farqdir.
Imtiyozlar va nafaqalar qiymatlari sanoat (operatsion) kengayishni belgilaydi.
tizza- bu kelajakni ko'rishga imkon beradigan bir xil material to'pi, ammo uning yaratilishi hosilni olish texnologiyasining o'ziga xos xususiyatlari bilan bog'liq. Ochilishdan oldin ko'rish mumkin: shtamplash va qoliplash yo'qolgan, to'kilmagan va tikilmagan ochiq, uzun mahsulotlardagi metall sharlar, zarb va shtamplash paytida metall bilan to'ldirilgan turli xil chuqurliklar.
4.2. Qayta ishlash uchun imtiyozlarni tanlash usullari
Imtiyozlarni aniqlash usullari:
Dosledno-statistik
Rosraxunkovskiy - tahliliy.
Birinchi usul uchun jami va ekspluatatsion nafaqalar etakchi zavodlarning ishlab chiqarish ma'lumotlarini jamlash va tizimlashtirish asosida tuzilgan jadvallar ma'lumotlariga tayinlanadi (ularning aktlari standartlashtirilgan). Nafaqalarning jadval qiymatlari, rejaga ega bo'lishni yashirish, himoya qilish va ishning muayyan fikrlarini to'xtatmaslik uchun (operatsiyalar ketma-ketligi, sxemalar va boshqalar).
Rozraxunko-analitik asoslar TPning o'ziga xos aqllarining paydo bo'lishi bo'yicha tahlil va omillarni tahlil qilish yo'li bilan qayta ishlash, bu esa nafaqa miqdoriga qo'shilishi kerak. Bunday omillarga quyidagilar kiradi:
Sirtning mikronervity qiymati;
Buzuq to'p yuzasining chuqurligi h;
Sirtning keng ventilyatsiyasi (sirtning egilishi va egriligi, ochilish o'qining eksantrikligi, o'qlar holatining o'zgaruvchanligi nozik);
O'rnatilgan ish qismini talon-taroj qilish.
Nafaqa miqdoriga qo'shiladigan uchta omil oldingi ishlov berishdan oldin kiritiladi va ularga indeks belgilanadi, yakuniy ishlov berish va indeksga qo'shiladi.
Shaklda. 4.1. th qiymatiga qo'shilishi kerak bo'lgan minimal nafaqa va omillar qiymatining sxematik tasvirini ko'rsatadi.
Hisoblangan o'tish uchun minimal oraliq nafaqa yirtqich odamga quyidagi formula bo'yicha tayinlanadi:
Vektorlar bo'yicha ê ni o'zgartirishning o'zgaruvchanligi va moslashuvchanligi, í̈x katlama vektorlari qoidasiga bo'ysunadi. Yassi yuzalarni qayta ishlashda, agar kollinear vektorlar mavjud bo'lsa:
sirtni o'rashni qayta ishlashda, agar vektorlarni to'g'ridan-to'g'ri uzatish imkoni bo'lmasa, umumlashtirish qoidaga muvofiq amalga oshiriladi. kvadrat ildiz:
Kvartiralarni qayta ishlash uchun minimal imtiyoz
O'ramning yuqori qismi uchun ruxsatnoma diametrda olinadi:

Guruch. 4.1. Chinniki, nafaqa hajmiga nima qo'shish kerak
Muayyan ish turlari uchun shaxsiy formulalar:
Markazlarda o'rnatilgan silindrsimon sirt ish qismini qayta ishlashda
Ishlayotganda, suzuvchi shpilka bilan ochiladi va cho'zilganda
Qayta ishlashda men sirtning qisqaligidagi o'zgarishlardan foydalanaman (parlatish, pardozlash)
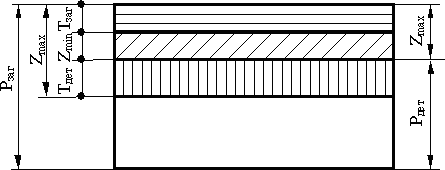
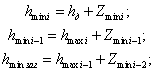
Guruch. 4.2. Maksimal va minimal nafaqani sozlash sxemasi
Ulardan keyin ish qismlarini silliqlashda termal ishlov berish Rosrakhun formulalarida qo'shimcha kundalik qo'shimchalar bo'ladi.
Partiyaning teri tafsilotlari yuzasidan olinadigan nafaqaning qiymati bir qator o'zgaruvchanlik omillariga va bunga, variant qiymatiga tushishi kerak. Oldindan yotqizilgan verstda qismlarni bir martalik ishlov berish bilan, texnologik tizimning bahor deformatsiyalari natijasida nusxa ko'chirishga hojat qolmaydi. Kichikroq o'lchamdagi ishlov beriladigan qismga ishlov berishda (4.2-rasm) ko'rinadigan o'lcham kichikroq chiqishi va boshqa tomondan, ishlov beriladigan qismning katta o'lchami o'lcham o'lchamining katta qiymatini ko'rsatishi muhimdir. Bunday unvonda blankalar partiyasida ishlov berish uchun haqiqiy imtiyozlar bo'ladi
Biroq, nafaqaning hozirgi ko'rinishi materialning to'pi uchun ruxsatnomani o'tkazadi, bu sizga ishlov beriladigan sirtdagi hokimiyatning topshiriqlariga erishish usuli bilan sirt ish qismlarini ko'rish imkonini beradi. Katta dunyoning nafaqasini bunday tushunish, uni tan olish. Vídminníst pogaê y razny rozumíní maksimal nafaqa (27.1-rasm).
Tumanli tushunchaning ko'rinishining sxematik tasviri "ruxsat"
Otzhe, ko'p razuminnya -; yangi tushuncha - ![]() ,
,
- maksimal nafaqa;
- minimal nafaqa;
- ko'rinadigan detallarning o'lchamiga tolerantlik maydoni;
- kirishlar va ish qismlarining ko'lami o'rtasidagi bardoshlik maydoni.
Belgilangan nafaqa texnik va iqtisodiy vazifalar uchun muhimdir.
Jadvallar va mehmonlar sizning fikringizni yig'ish va yig'ishning texnologik jarayonidan qat'i nazar, nafaqalarni belgilashga imkon beradi. Ro'zmir nafaqa, qo'shiq ayt, ishonib topshirilgan vaqtda.
Kolivannya rozmíru obroblyuvannoí̈ surfacing zagotívlí chegaralarida nafaqa hajmi vyklikaê kolyvannya ning bag'rikenglik її tayyorlash. Shuning uchun ular minimal nafaqa (), nominal, maksimalni ajratib turadilar.
Kengayish uchun imtiyozlar va imtiyozlar sxemasi
![]() ; ,
; ,
Bir oz indeks uchun o'rim-yig'imdan oldin vodnositsya;
![]()
![]()
- Tafsilotlarga
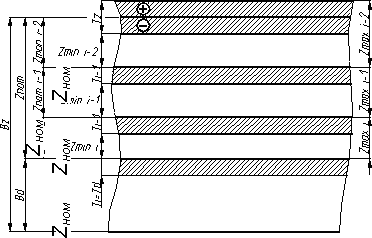
Uchta sxemani (25-rasm) ko'rish mumkin:
- qayta ishlashning birinchi kunidan oldin yig'ish uchun nominal kesmalardagi farq;
- masofani ko'rish imkonini beruvchi materialga maksimal to'p. deyak o'tish bo'yicha vipadkivs bir qator da zbígatisya mumkin;
- ishlov beriladigan qismdagi nuqsonlarni bartaraf etish va ishlov beriladigan qismdan detalga o'tish imkoniyati xavfsizligi uchun zarur bo'lgan materialga minimal to'p, ishlov beriladigan qismni o'rnatishdagi xatoning aniqligi va sirtlarga qo'shimchalar qo'shilishi uchun , texnologik tanlov natijasida ish qismlarini qo'llaydi.
Er yuzasi qayta ishlanayotganligi sababli a) ovnishnya (27-rasm); ichki (28-rasm); "tanada" kengayish uchun bardoshlik maydonini qanday o'zgartirish kerak (27-rasm), nosimmetrik (28-rasm); - nominal va maksimal nafaqalar boshqacha hisoblanadi.
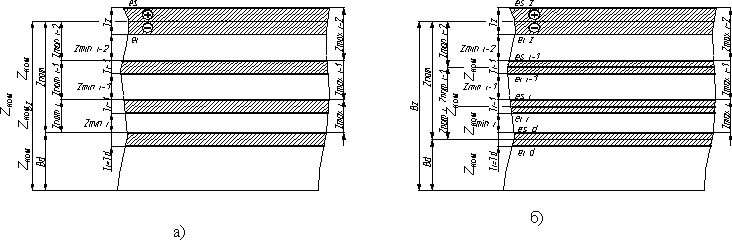
Tashqi yuzani qayta ishlashda imtiyozlarni belgilash sxemasi:
a) 
b) 

Keyinchalik, asos ekanligini belgilang Z nom , і Z maks ombor Z min. Buning uchun, rozrahun qiymati bilan, minimal nafaqa mavjud.
Hozirgi vaqtda eng kam nafaqani aniqlash uchun sirt detallarini qayta ishlashda bajarilishi kerak bo'lgan sug'urta omilidan ko'proq bo'lgan formuladan foydalanish kerak:
de - oldingi o'tishda tugatilgandan so'ng, ishlov beriladigan qismning sirtining mikro notekisligining balandligi;
- oldingi o'tishda kesilgan nuqsonli sirt to'pi chuqurligi;
- sirt blankalarining siljishi va aylanishini texnologik asoslarga o'zgartirish;
- oldingi o'tish bo'yicha qayta ishlash jarayonida ruxsat etilgan sirt blankalari shaklini o'zgartirish;
- bu o'tish bo'yicha Pohibka o'rnatish zagotyvl_;
- ishlov berish uchun ishlatiladigan buyumlar sirtining holatini texnologik asoslarga muvofiq moslashtirish, buning natijasida birinchi operatsiyalar uchun texnologik bazalarni tayyorlash paytida ruxsatnomalar taqsimlanadi.
Ichki yuzani qayta ishlashda imtiyozlarni belgilash sxemasi:
a) 
b) 
Rozrahunku uchun zarur bo'lgan usul va ma'lumotlar ilg'or adabiyotlar taqdimoti to'g'risidagi hisobot, bunday belgini kiritish bilan:
okremo yuzasida (bir tomonlama nafaqa) ustida ishlaganda i-m o'tish:
qarama-qarshi yuzalarni parallel ishlov berish bilan (ikki tomonlama ruxsat):
![]()
o'rashning tashqi va ichki yuzalarini qayta ishlashda:
Kesish rejimlari uchun zarur bo'lgan o'lchamni bilish, kesish chuqurligi sifatida bir xil qo'shimchaning parchalari olinadi.
Bunday holda, agar sirt o'tishning bir sprati uchun ishlov berilsa, ruxsatnomalar to'g'ridan-to'g'ri qismdan tayyorlanadi. Biz yakuniy o'tish uchun nafaqaga imzo chekamiz, keyin uni tugatamiz, nareshti, qora.
Ishlov beriladigan qismning sirtini qayta ishlashdan terining o'tishi uchun zarur bo'lgan o'tishlar soni va qo'shimchalar sonini bilib, o'tish oralig'i o'lchamlarini, tashqi ishlov beriladigan qismning o'lchamini va qo'shimcha xarajatlar qiymatini aniqlash mumkin. Wikonaty qo'shimcha sxemalar bilan oddiyroq (29, 30-rasm).

Qoplangan sirtlar uchun o'tish o'lchamlari, ruxsatnomalar va toleranslar o'rtasidagi ulanish sxemasi.
Sxemaga (29-rasm) muvofiq daryolarning o'tish davri kengayishlarining chegara qiymatlari:

O'rim-yig'imning chegara o'lchamlarini yalang'och ko'z bilan ko'rsatish mumkin:
![]()
Ishlov beriladigan qismning chegara qiymati:
![]()
![]()
de - sirt preparatlarini qayta ishlashdan o'tishlar soni;
G- bag'rikenglik, scho schoo v_dhilennya rozmíru vihídnoí̈ zagotívlí.
Sxema zv'yazkív mizh mizhperehídnimi rozmyrami, nafaqalar va sirt uchun toleranslar, scho ohoplyuyut.
Masalan, tashqi ish qismining ochilish diametrining chegara qiymati o'rnatiladi:
![]()
Keling, "jadval" deb ataladigan usulga nafaqalarni belgilashning rozraxunkovskiy-analitik usuli tartibini ko'rib chiqaylik. Shunday qilib, rozrahunka okremí bo'yicha umumiy nafaqa va nafaqalarning turli jadval qiymatlaridan amalga oshiriladi, ular rasmiy GOSTlar va dovídkovíy adabiyotlarida uchraydigan sirt bezaklarini ko'ring.
Nafaqaning o'lchami qismni tayyorlashning mosligini o'z ichiga oladi. Kattaroq ruxsatnoma bilan artish, materialni artish va boshqa ishlab chiqarish artishlari ko'payadi va o'zgartirilgan ruxsatnoma bilan ishlov beriladigan qismning aniqligi oshadi, bu ham detallarni tayyorlashning mosligini oshiradi.
Blankalardagi tovush, quyma usuli bilan otrimanih, qobiqlar, qum qo'shimchalari olib tashlanishi mumkin va shtamplangan blankalarda - dekarburizatsiyalangan to'p, mikro yoriqlar va boshqa nuqsonlar.
Yog'ochli modellardagi chavunli vilkalarning nuqsonli to'pi 1-6 mm, zarb uchun 0,5-1,5 mm va issiq haddelenmiş po'lat uchun 0,5-1,0 mm bo'lishi kerak. Qayta ishlash miqdorini va materialning haddan tashqari qizib ketishining yomonlashishini aniqroq aniqlash uchun, ishlov beriladigan qismlar va oraliq operatsiyalarning samaradorligini oshirish uchun terining o'ziga xos shikastlanish turi uchun analitik usuldan foydalanish mumkin.
Yuqori sifatli detallarni olib tashlash uchun teri texnologik o'tish jarayonida ishlov beriladigan qismni mexanik ishlov berish jarayonida namlikni o'tkazish kerak, bu kengayishning kengayishini, sirt shaklining geometrik kengayishini, mikronervityni tavsiflaydi. , sirtning kengayishi. Barcha tekshiruvlar ish qismlarining sirtining o'lchami uchun bardoshlik maydoni chegaralarida ayblanishi kerak.
Imtiyozlarni aniqlashning analitik usuli ishlab chiqarish xarajatlarini tahlil qilishga asoslangan bo'lib, ular ish qismlarining ongida ayblanadi.
Yassi yuzalar blankalari uchun oraliq ruxsatnomani kengaytirish:
z min = R z + h + o + y;
sirt turini o'rash uchun (tashqi va ichki):
2z min = 2 (Rz + h +  ,
,
de R z - oldingi texnologik o'tish buzilganda yo'qolgan sirtning mikro tartibsizlik balandligi, mikron; h - oldingi texnologik o'tishning birinchi soatida ortda qolgan nuqsonli sirt to'pi chuqurligi, mikron;  - sumarny vídhilennya roztashuvannya, oldingi texnologik o'tishda scho vynikli, mikronlar; y - o'rnatilishi kerak bo'lgan texnologik o'tish davrida ish qismini o'rnatish og'ishlarining qiymati, mikron.
- sumarny vídhilennya roztashuvannya, oldingi texnologik o'tishda scho vynikli, mikronlar; y - o'rnatilishi kerak bo'lgan texnologik o'tish davrida ish qismini o'rnatish og'ishlarining qiymati, mikron.
Texnologik operatsiyalar uchun nafaqalar, nafaqalar va oraliq nafaqalar jadvali (to'g'ridan-to'g'ri)
|
Yuzaki LEKIN ustiga o'ting |
Imtiyozlar elementlari |
Promizh. nafaqa |
O'rta |
|||||
|
|
|
|
|
|
|
|
|
|
|
Xarid qilish-prokat | ||||||||
|
Tokarna: | ||||||||
|
Silliqlash | ||||||||
 mikron
mikron mikron
mikron mikron
mikron



 mm
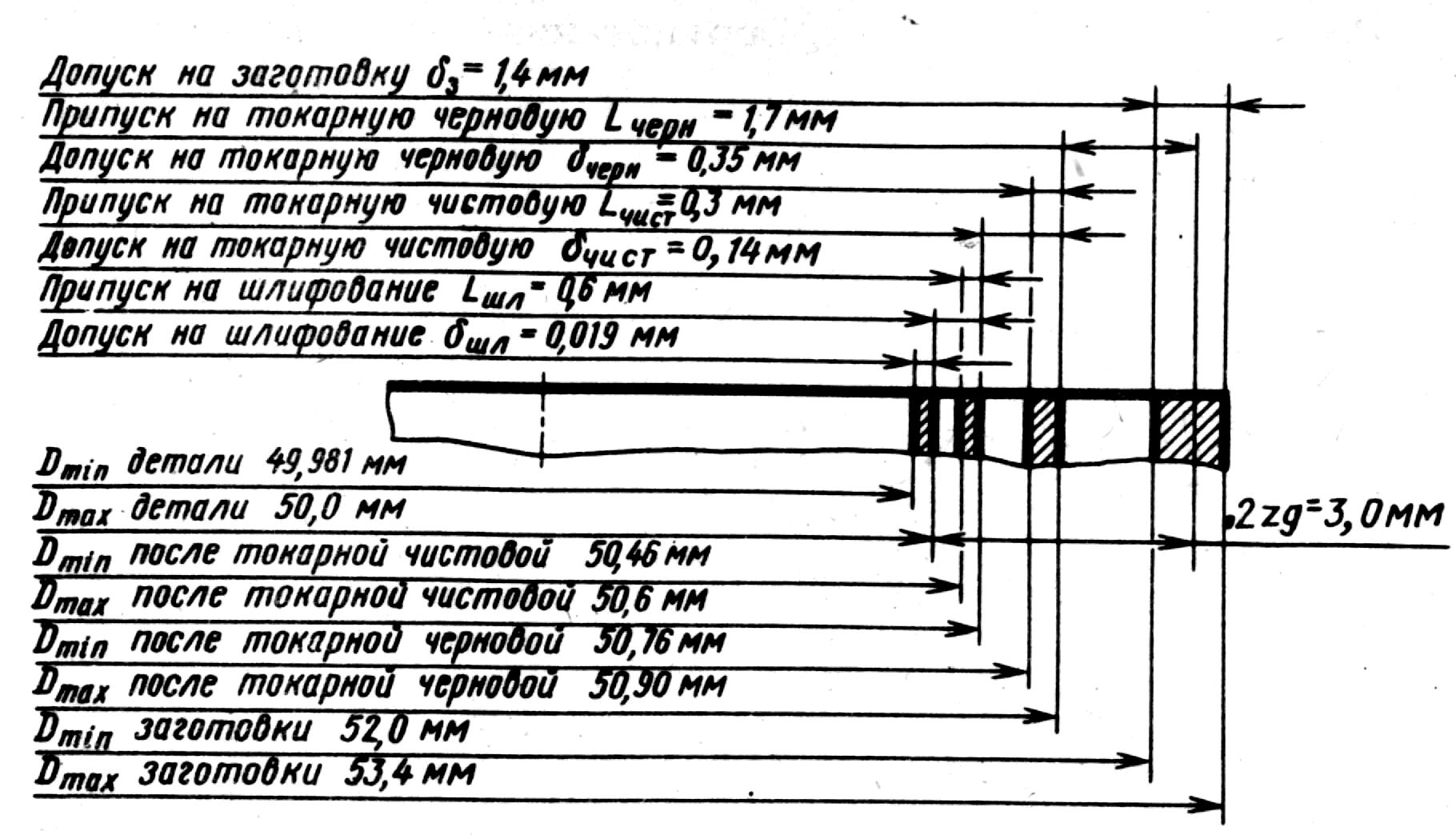
mmmisol 1.50h6 (-0,019) qismning ishchi kursiga ko'ra rolik diametri; kreslolar orqasidagi galvanizli mil L = 220 mm; material detallari - po'lat 45 GOST 1050-74; kreslo qismlari orqasidagi materialning qattiqligi HRC e 54...58; sirt detallarining qisqaligi Ra = 1,25 mkm. Statistik usul bilan sanoat ruxsatnomalari, bardoshlik va ish qismlarining chegara o'lchamlarini hisoblang.
Birinchidan, jadvaldan kerakli imtiyozlarni tanlang, biz ish qismini qayta ishlashning texnologik yo'nalishini taklif qilamiz:
Operatsiya 005. Burilish (tugatish)
Operatsiya 010. Burilish (tugatish)
Operatsion 015. Termik ishlov berish, HRC e 54…58
Operatsiya 020. Markazsiz silliqlash
Tavsiya bo'yicha Vídpovídno, me'yoriy jadvallar bo'yicha silliqlash operatsiyasi uchun nafaqalar, ishlov beriladigan qismga termik ishlov berish kobga tayinlanadi. Maydalash operatsiyasi uchun stol ruxsati 0,5 mm, bardoshlik R6 (- 0,019). Sirtning qisqaligi ishchi stulning tafsilotlarini ko'rsatadi.
Muhim termal deformatsiyalarga duchor bo'lgan po'latdan yasalgan qismlarni qattiqlashtirganda, issiqlik bilan ishlov berishni yaxshilash uchun silliqlash operatsiyasi uchun ruxsatnomalar 0,6 mm ni tashkil qiladi.
Keyingi bosqich - nafaqani tayinlash - joriy pardozlash. Tugatish burilish operatsiyasi uchun jadvalga ko'ra, ruxsat 0,3 mm, bardoshlik h10 (-0,14), sirt qisqaligi R a = 3,2 mikron.
Qora burilish qismi uchun operatsiya uchun ruxsat 1,7 mm, bardoshlik h12 (-0,35) bo'lishi kerak.
Barcha operatsiyalar uchun oraliq nafaqalar tan olingandan so'ng, terini qayta ishlash uchun jami nafaqa teri jarrohligi uchun yig'ma nafaqa bilan ko'rsatiladi:
2z 0 \u003d 0,6 + 0,3 + 1,7 \u003d 2,6 mm.
Sezilarli darajada minimal rozrahunkovy rozmír zagotivly
D c \u003d 50 + 2,6 \u003d 52,6 mm.
Blankalarni tanlayotganda, standartdan tashqari eng yaqin rulonli mahsulotni tanlang. Bunday holda, diametri 53 bo'lgan GOST 2590-71 bo'yicha eng yuqori aniqlikdagi issiq haddelenmiş mahsulotlar (  ) mm.
) mm.
Qabul qilingan prokat assortimentiga ko'ra, qayta ishlash uchun haqiqiy ruxsatnoma, ombor: 2z d \u003d 53 - 50 \u003d 3 mm.
Imkoniyatlar, toleranslar va oraliq kengayishlarni belgilashdan so'ng, sug'orish uchun ruxsatnomalar, toleranslar va oraliq kengayishlarni taqsimlash sxemasi ishlab chiqiladi (30-rasm).
Butt roztashuvannya pol_v dopuskív va operatsiyalar uchun promizhnyh rozmyriv
Qism nomi - mil;
Material - STEEL 45;
Ruxsatni kengaytirish uchun elementar sirt diametri 10 -0,018 mm bo'lgan mildir.
1. Berilgan topshiriq bo'yicha detallarni qayta ishlash marshruti tanlanadi. Jadvallar uchun R z1 va h 1 qabul qilinadi. Prokatning aniqligi doimiy va prokat diametri 30 mm gacha bo'lganligi sababli:
R z1 = 125 mkm, h1 = 150 mkm;
Jadvallar uchun boshqa qiymatlar qabul qilinadi:
qora o'tkirlash bilan R z2 = 63 mkm, h2 = 60 mkm;
nozik aniqlik bilan R z3 = 32 mkm, h 3 = 60 mkm;
tugatish silliqlash R z4 \u003d 6,3 mikron, h 4 \u003d 12 mikron;
2. Yuklanishning eng yuqori aniqligida diametrning chegaraviy o'zgarishi hujumchi daraja sifatida qabul qilinadi. Ish qismining diametri 10 dan 19 mm gacha bo'lgan holda, maksimal aylanish aniqligi chegarasi 0,4 va 0,7 mm bo'lishi kerak. Qabul qilingan qiymat 0,4+0,7=1,1 bo'lib, mikronlar qiymatidan tarjima qilinishi mumkin, ya'ni. 10 3 ga ko'paytiring. Biz olamiz:
T 1 \u003d 1,1 * 1000 \u003d 1100 mikron;
T ning boshqa qiymatlari 10 mm diametrli jadvalga muvofiq tanlanadi:
T2 = 250 mkm, T3 = 100 mkm, T4 = 16 mkm.
3. Markazlarda dumaloq kesimli (rolikli) prokat barlarni qayta ishlash jarayonida sumarni qayta prokatlash quyidagi formulaga bog'liq:
(K)= ![]() ;
;
de K - formula bo'yicha galvanizlangan tekislik o'qi:
K =K*l;
K - egrilik koeffitsienti, qabul qilingan
K = 1 mm uchun 0,5 mkm, l = 75 mm, K = 0,5 * 75 = 37,5 mkm;
ts - usunennya osí zagotyvly vnaslydok pohibki tsentruvannya,
ts \u003d 0,25 * 800 \u003d 200 mikron, 1 \u003d 203 mikron,
2 formulaga tayinlangan:
2 \u003d 1 * K y;
de K y - aniqlashtirish koeffitsienti, K y = 0,06,
2 =203*0,06=12,2,
4. Formula yordamida 2z minni bilamiz:
2z min =2[(R z + h) i-1 + i-1 + i i]
de R z (i-1) - oldingi o'tishdagi profildagi nosimmetrikliklar balandligi;
z min - operatsiya uchun minimal nafaqa;
h i-1 - oldinga operatsiyadan keyin nuqsonli to'pning chuqurligi.
2z min2 = 2 = 2 * 478 = 956 mkm,
2 zmin3 = 2 = 2 * 135,2 = 270,4 mkm,
5. d min rozrahunkove otrimuyemo vykhodya z aqli vazifalari Zh10h7 -18
18 \u003d 0,018 mm, d min \u003d 10-0,018 \u003d 9,982 mm.
D minning yaqinlashib kelayotgan qiymati quyidagi formula bilan aniqlanadi:
d min, i = d min, i +1 + 2z min, i +1;
(2z min mm ga aylantirilishi kerak, keyin 103 ga qo'shiladi).
d min3 = 29,982 +0,124 = 30,106 mm;
d min2 = 30,106 +0,279 = 30,385 mm;
d min1 = 30,385 +1,102 = 31,487 mm;
6. d min yaxlitlangan:
d min1 = 31,4 mm;
d min2 = = 30,4 mm;
d min3 = 30,1 mm;
d min4 = 29,98 mm;
7. d max tolerantlik maydoni T qiymatiga yaxlitlanadi:
d max1 \u003d d min1 + T1 \u003d 31,4 + 1,1 (1100) \u003d 12,1 mm;
d max2 \u003d d min2 + T2 \u003d 30,4 +0,25 (250) \u003d 30,65 mm;
d max3 \u003d d min3 + T3 \u003d 30,1 +0,1 (100) \u003d 30,2 mm;
d max4 \u003d d min4 + T4 \u003d 29,98 +0,016 (16) \u003d 29,996 mm;
8. 2z min formulalarga bog'liq:
2z min4 = d min3 -d min4 = 30,1-29,98 = 120 mikron,
2z min3 \u003d d min2 -d min3 \u003d 30,4-30,1 \u003d 300 mikron,
2z min2 = d min1 -d min2 = 31,4-30,4 = 1000 mkm,
9. 2z max formulalardan ma'lum:
2z max4 = d max3 -d max4 = 30,2-29,996 = 204 mikron,
2z max3 \u003d d max2 -d max3 \u003d 30,65-30,2 \u003d 450 mikron,
2z max2 \u003d d max1 -d max2 \u003d 32,5-30,65 \u003d 1850 mikron,
10. Biz 2z min va 2z max umumiy qiymatlarini o'zgartirishimiz mumkin:
S2z min =120+300+1000=1420µm,
S2z maks =204+450+1850=2504µm,
11. Qayta tekshirish, ishlov beriladigan qismning bardoshlik maydonining o'lchami va detalning bardoshliligi maydoni o'rtasidagi farqning minimal va maksimal yig'indilari farqiga bog'liq ekanligiga asoslanadi. operatsion nafaqalar.
T 1 -T 4 \u003d S2z maks - S2z min,
ROSSIYA FEDERATSIYASI VAZIRLIGI
KUZBAS DAVLAT TEXNIK UNIVERSITETI
Gnuchka avtomatizatorli virobnicheskix tizimlari bo'limi
ROZRAXUNOV-NAVOFIYATLARNI TA'RIFNING TAHLİLLIK USULI.
MEXANIK KAYTALASH UCHUN
Oldindan uslubiy ko'rsatmalar amaliy ish 552900 “Mashinasozlik ishlab chiqarish texnologiyasi, egalik va avtomatlashtirish” to‘g‘ridan-to‘g‘ri ta’lim yo‘nalishi talabalari uchun “Avtomatlashtirilgan ishlab chiqarish texnologiyasi” kursi uchun
Ofitser A. N. Trusov
Elektron nusxasini KuzDTU bosh binosi kutubxonasidan olish mumkin
KEMEROVO 2000
1. META ROBOTI
Meta ish - qismlarga mexanik ishlov berishda qo'shimchalar va operativ o'lchovlarni loyihalashning dizayn va tahliliy usulini o'rganish, ombor elementlarini va aniq ishlab chiqarish aqllari uchun imtiyozlarni belgilashni o'rganish.
2. ASOSIY NAZARIY QOIDALAR
Rozraxunko-nafaqalarni tayinlashning analitik usuli, buyruqlar prof. V. M. Kovan, bo'shliqlarni ishlab chiqarish va ularni kesishda aniq onglar uchun ayblangan qurbonlar tahliliga asoslanib, nafaqani qo'shadigan elementlarning belgilangan qiymatlari va bu summalar.
Kattalashtirish uchun ruxsatlar: barcha texnologik o'tishlar uchun blankalarning optimal oraliq o'lchamlari (qora blankdan tayyor qismgacha); tayyor qismning belgilangan sifatini ta'minlaydigan texnologik o'tishlarning minimal soni; o'rnatish asoslari va qayta ishlash usullarini oqilona tanlash.
Bu imtiyozlarning oxirgi statistik ko'rsatkichlariga, metallni tejashga (qismning sof po'latining 6 dan 15% gacha), mexanik ishlov berish jarayonlarining mehnat zichligini kamaytirishga, kesish asbobining eskirishining o'zgarishi.
Nafaqa (yonish) ishlov beriladigan qismda ishlov beriladigan qismning sirtidan ishlov berish jarayonida ko'rinadigan metall to'p deb ataladi, u qora ish qismi va tayyor qism o'rtasidagi farq bilan aniqlanadi.
Oraliq nafaqa- oraliq texnologik o'tishda ko'rinadigan metall to'p.
Tashqi va ichki yuzalarni qayta ishlashda o'rashni, shuningdek protilajning tekis yuzalarini parallel ishlov berishda yuvish mumkin. nosimmetrik imtiyozlar o'rash uchun.
Tayyor qismning kerakli qalinligini ta'minlash uchun oldingi trimning egilishini qoplaydigan teriga o'tish uchun ruxsatnomani ko'rsatish kerak.
Asosiy o'g'irlashlarga yoting:
R Z - sirtning mikro-temirligining balandligi (qisqaligi);
h - nuqsonli sirt to'pi chuqurligi;
∆ ∆ S - o'zaro bog'liq sirtlarning ochiq joylarining umumiy qiymati;
e e - tuzatilishi kerak bo'lgan o'tish paytida o'rnatish xatosi.
Quyida, texnologik o'tishlar uchun ishlov berish va operatsion relizlar uchun nafaqalarni chiqarish bo'yicha buyruq o'rnatildi. Rozrahunka soati ostida, rozrahunka stolini (div. Jadval. 1) vikoratsiya qilish tavsiya etiladi.
Tom yopish tartibi 1. Ishchi stullar detallari va texnologik
mexanik ishlov berish jarayoni bilan, dizayn jadvaliga (1-ustun) ishlov beriladigan qismni tayyorlashdan va ishlov berishdan tayyor qismni yakunlashgacha bo'lgan texnologik o'tishni terining elementar yuzasi uchun yakuniy bosqich tartibida yozing.
2. Teri o'tish saqlash qiymatlari uchun rekord
nafaqa R Z , h, ∆ S , e (ustun 2 - 5) va sobit bo'lgan Ti o'lchamiga tolerantlik (8-ustun).
3. Minimal nafaqalar hajmini hisoblang
(6-ustun) Z i min (bu erda va undan keyin - texnologik o'tishning soni) barcha o'tishlardan keyin qayta ishlash uchun vikorist formulalar:
a) protillangan yuzalarni keyinchalik qayta ishlash uchun assimetrik imtiyoz uchun
c) o'rashning tashqi va ichki yuzalarini qayta ishlashda nosimmetrik ruxsat uchun
2Z i min = 2 (R z i-1 + h i-1 + ∆ S 2 i - 1 + e i 2). |
4. "Rozrahunkov qiymati" 7-ustunga oxirgi o'tish uchun o'rindiqlar orqasidagi detalning eng kichik (ichki yuzalar uchun - eng katta) chegara o'lchamini yozing.
5. Oldinda oxirigacha o'tish uchun, rozrachunkovy minimal nafaqa stullar ortida eng kichik chegara rozmyr (ichki yuzalar uchun - eng katta chegara rozmyr dan) rozrachunk tayinlash. Z i min.
6. Ketma-ket terining qizg'ish rosacea oldingi o'tishini, yogoning umumiy o'tishini (ichki yuzalar uchun) belgilang.
– vídnimannyam z rozrakhunkovogo rozmíru), rozrahukovskogo minimal nafaqa Z i min (7-chizmani yakunlash davom etmoqda).
7. Barcha texnologik o'tishlar uchun eng kichik (ichki yuzalar uchun - eng katta) chegara bo'shliqlarini yozing, í̈x zbílshennyam (o'zgarishlar) rozrahunkovyh razmírívni yaxlitlash. Yaxlitlash bir xil o'ninchi kasrgacha amalga oshiriladi, bu bilan teriga o'tish uchun rozmyr uchun tolerantlik beriladi. Natijani 10-chizmagacha yozib oling.
8. Tolerantlikni yumaloqlangan eng kichik chegara o'lchamiga qo'shish uchun eng katta chegara o'lchamlarini ko'rsating (ichki yuzalar uchun - eng kichik chegara o'lchamlari eng katta yumaloq chegara o'lchamining bardoshliligiga). Natijalarni 9-ustungacha kiriting.
9. Imtiyozlarning chegara qiymatini yozib oling Z max - eng katta chegara bo'shliqlari farqi va Z min - oldinga va teskari o'tishlarning eng kichik chegara bo'shliqlari farqi sifatida
(ichki yuzalar uchun eng kichik chegara bo'shliqlarining farqi sifatida Z maxni, kesib o'tgan va oldinga o'tishlarning eng katta chegara bo'shliqlarining farqi sifatida Z minni belgilash kerak). 11 va 12-ustunlarni to'ldirish kerak.
10. Issiq nafaqalarni hisoblang Z Maks haqida va Z haqida min
11. Formulalar uchun rozrachunkivning to'g'riligini tekshiring
Z i max− Z i min = T i− 1− T i; | ||||
2Z i max− | 2Z i min = | TD i− 1− | TDI; | |
Z O max− | Z O min = | TK - TD | ||
2Z O max− 2Z O min= TD Z− | TDD, | |||
de T i (TD i ) - Sanoat hajmi (diametri) uchun tolerantlik; T Z (TD Z ) - ishlov beriladigan qism uchun tolerantlik (ishlov beriladigan qismning diametri);
12. Formulalar uchun Z O nomning umumiy nominal miqdorini hisoblang (jadval yoki umumiy ma'lumotlar bilan moslash uchun xizmat qilish uchun vin):
a) yaxshi yuzalar uchun
de, (VD) - o'rta kattalik (diametr) ning yuqori ochilishi.
Tashqi va ichki yuzalar uchun rozrachunkivning turli xil xususiyatlari bilan bog'liq holda, sirt tafsilotlarini oldinga va oldinga guruhlash tavsiya etiladi. O'zgaruvchan asoslar shaklida o'zaro tekis yuzalarni qayta ishlashda, sirtning vimiruval asos bilan o'zaro bog'lanishini ko'rsatadigan alohida nayzalardan foydalanish tavsiya etiladi.
vikoristovuyut dovídkoví jadvallar o'tish vyznachennya ombori nafaqa uchun. Shunday qilib, stolda edi. P1 - P3 asosiy blankalar turlari uchun R Z yh qiymatini qo'shadi, turli usullar prokatdan tayyorlangan blankalarni mexanik qayta ishlash, shtamplash va zarb qilish, shuningdek kengroq ishlov berish teshiklari uchun.
Birinchi operatsiyada ularni qayta ishlash jarayonida har xil turdagi ish qismlari uchun jami ochiq bo'shliqlar qiymati ∆ S Razrahunok da induktsiya qilinadi. Rivojlanayotgan o'tishlarda havo yo'llarining ortiqcha kengayishi uchun formula bilan qo'lda kuydiring.
de e b - suvga cho'mish uchun asos; e z - mahkamlash mahkamlash; e pr - ishlov beriladigan qismning joyini o'zgartirish
yo'llari. Bundan tashqari, o'rnatish xatosi bilan bog'liq bo'lishi mumkin
Tekshiruv natijalariga ko'ra, nafaqalar va tolerantliklarni taqsimlashning grafik sxemasi tuziladi (bo'lim, masalan, 2-rasm).
3. BUTT TO ROZRAHUN MARKING PULSUZ
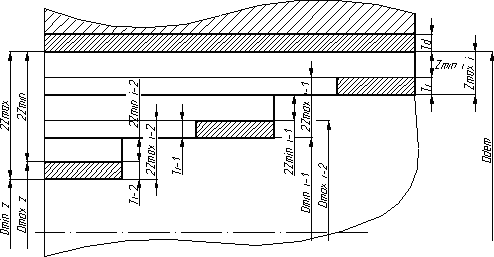
Menejer (dumg'azadan olingan). Uch bosqichli mil (po'lat 45) II sinf aniqlikdagi soxta blankadan qilingan (1-rasm). Tayyorlangan massa 2 kg. Burilish operatsiyasi frezalash va markazlashtirish operatsiyasi bilan qayta ishlangan, qism bo'yinbog'larga asoslangan
D1í D3 (D1 = D3 = 25 mm). Shaft bo'yni D2 55h6-0,02 diametrga ega. D2 bo'yinini qirqish uchun oraliq imtiyozlarni analitik tarzda qo'pollashtiring.
Yechim. Vazifaga qarab, biz bosqichni qayta ishlash marshrutini o'rnatamiz:
Qora o'tkirlash;

toza silliqlash;
oldingi silliqlash;
qoldiq silliqlash.
Barcha tayinlangan qayta ishlash markazlarda xaridlarni o'rnatishdan tugatiladi. Biz 1-grafikga ishlov berish marshrutini kiritamiz (bo'lim. 1-jadval). Ma'lumotlarni to'ldirish ustunlari 2, 3 dan olingan shtamplangan ish qismi uchun, mexanik ishlov berish uchun - s. Qabul qilingan yig'im-terim uchun ustun 8 berilgan, va kesish kesish uchun ma'lumotlar -.
Rozrahunok vídhilen roztashuvannya tepasida.
Markazlarda ishlov berish paytida shtamplangan blankalar uchun diametri ∆ S (mkm) qiymati formula uchun muhim:
∆ S =∆2 S K + ∆U 2 = 24 2 +500 2 ≈500, (3.1)
de ∆ S K - to'g'rilikda galvanizli o'q, mikron; ∆U - markazlashtiruvchi nuqsondan keyingi ishlov beriladigan qismning o'qi, mikron.
Sizning do'zaxingizda: | |
∆ S K = 2∆ K lK = 2 0,15 80 = 24, |
de l K - razmyr víd perízu, buning uchun ishlov beriladigan qismning oxirigacha egrilik ko'rsatilgan, 80 mm tomchi uchun teng (l K \u003d L 1 + L 2); ∆K - egrilik, 1 mm uzunlikdagi mkm (marshrutda ish qismi pressda to'g'rilangan, shundan so'ng ∆K = 0,15 mkm / mm); o'rtacha diametri, kerakli belgi ∆K, biz qanday qilib bilamiz:
D 1 L 1 + | D2 L2+ ...+ | D n L n = | 25 30 + 55 50 + 25 70 = 35 . | |||
Ish qismining Usunennya o'qi | ||||||
∆ Y = | 0,25 T 2 + | 10002 = | 0,25 18002 + 10002 = 500, | |||
de T - markazlashtirish vaqtida yig'ilgan, vikariy po'latning asosining diametri uchun tolerantlik, T = 1800 mikron.
Qora o'tkirlash. Ortiqcha ochiq maydonlarning qiymati ∆r (2.12) formula uchun muhim:
∆ r = KU ∆ S = 0,06 500 = 30.
Sof o'tkirlash. Ortiqcha ochiq maydonlarni kengaytirish ∆ r = 0,04 30 = 1,2. Ochiq joylarning o'lchami uchun sug'urta qoplamasi 4-ustungacha kiritiladi.
Terining o'tishi uchun terining diametri bo'yicha minimal to'lovlarning o'lchami (2.2) formulaga muvofiq:
qo'pol silliqlash 2Z i min = 2 (160 + 200 + 500) = 1720;
2Z burilishni tugating i min = 2 (50 + 50 + 30) = 260;
oldingi silliqlash 2Z men min \u003d 2 (25 + 25 + 1,2) \u003d 102;
qoldiq silliqlash 2Z i min = 2 (10+20) = 60
Texnologik o'tishlar ortidagi eng kam kengaytmalar (7-ustun) muhim bo'lib, oldinga texnologik o'tishga mos keladigan eng kichik chegara kengayishlarining qiymatlarini o'tish uchun ruxsatnoma miqdori bilan qo'shib hisoblab chiqadi:
54,98 + 0,06 = 55,04;
55,04 + 0,102 = 55,142; 55,142 + 0,26 = 55,402; 55,402 + 1,72 = 57,122.
Eng kichik chegara o'lchamlarini yaxlitlash 10-ustungacha kiritiladi. Keyin o'tish uchun eng katta chegara o'lchamlarini tayinlaymiz:
54,980 + 0,020 = 55;
55,040 + 0,060 = 55,1; 55,150 + 0,120 = 55,27; 55,400 + 0,400 = 55,8; 57 + 2 = 59.
Rozrahunka natijasi 9-chizmagacha kiritilgan.
O'tish uchun haqiqiy maksimal va minimal imtiyozlarni hisoblash eng katta qiymatlarni hisobga olgan holda amalga oshiriladi.
ilg'or va oldinga texnologik o'tishlarga qo'llanilishi kerak bo'lgan eng kichik chegara chiziqlari:
Maksimal kengaytirish: | Minimal o'lchamlar: |
||
55,04 - 54,98 = 0,06; |
|||
55,15 - 55,04 = 0,11; |
|||
55,4 - 55,15 = 0,25; |
|||
59 - 55,80 = 3,2; | 57 - 55,4 = 1,6. |
||
Rozrahunka natijalari 11 va 12-ustunlargacha kiritiladi.
1-jadval Razrahunok nafaqalar va bag'rikenglik qadamlar 55h6-0,02
Marshrut tasviri | Elementlar - | Rosrahunkovning ve- | Operatsiyalar | |||||||||
yuqoridan pastki etiklar | boshlang, mikron | ni razmíri, | ||||||||||
st 55h6-0,02 | ki Ti, | boshlang, mikron |
||||||||||
∆ Σ | Zmax | Zmin |
||||||||||
Z imin, | ||||||||||||
Shtamplash…… | ||||||||||||
qora……… | ||||||||||||
toza……… | ||||||||||||
Zımpara | ||||||||||||
oldida | ||||||||||||
qoldiq... | ||||||||||||
Rozrahunok zagalnyh nafaqalar teng ravishda amalga oshiriladi:
Z0max= | Z max = | 0,1 + | 0,17 + | 0,53 + | 3,2 = | ||
Z 0 min = | Z min = | 0,06 + | min tayyorlangan 57.0 |
||||
Tolerantlik nozik qora 400 |
|||||||
dmax nozik qora 55.8 |
|||||||
dmin aniq qora 55.4 |
|||||||
Tugatish tolerantligi 120 |
|||||||
dmax nozik tugatish 55.27 |
|||||||
dmin aniq toza 55.15 |
|||||||
Oldingi silliqlash tolerantligi |
|||||||
dmax old silliqlash 55.10 |
|||||||
dmin old silliqlash 55.04 |
|||||||
Qoldiq silliqlash uchun bardoshlik 20 |
|||||||
dmax silliqlash qoldig'i |
|||||||
dmin silliqlash qoldig'i |
|||||||
2Zmin qoldiq silliqlashda |
|||||||
Qoldiq silliqlashda 2Zmax 0,1 |
|||||||
2Zmin old silliqlash |
|||||||
2Zmax old tomondan silliqlash |
|||||||
Yaxshi tugatishda 2Zmin 0,25 |
|||||||
2Zmax nozik tugatishda 0,53 |
|||||||
2Zmin aniq qora rangda 1.6 |
|||||||
Qora rangga aylanganda 2Zmax 3.2 |
|||||||
Guruch. 2. Nafaqa va tolerantliklarni taqsimlash sxemasi |
|||||||
55h6-0,02 qadamni qayta ishlash uchun |
|||||||
Qishloq mashinasozlik sanoati uchun nafaqalarni aniqlashning ikkita usuli mavjud: ketma-ket-statistik va rozrachunk-analitik.
G'alaba qozonganda prezidnostatistik usul etakchi zavodlarning ishlab chiqarish ma'lumotlarini jamlash va tizimlashtirish asosida buklangan jadvallarda global va sanoat imtiyozlari belgilanadi. Asosiy afzalliklari hisobga olinishi mumkin bo'lgan nafaqa soatini tejashdir. Vín texnologik jarayonning rivojlanishidan oldin zmogu zaznachiti rezmíri blankalarini bering.
Statistik usulning kamchiliklari nafaqalar aniq ongni tuzatmasdan va texnologik jarayonlarni rag'batlantirmasdan tayinlanishi bilan bog'liq, masalan, yig'im-terim ishlarini o'rnatish va oldingi ishlarni kesish sxemasini belgilamasdan qo'shimcha xarajatlar tayinlanadi.
Shunday qilib, nafaqani aniqlashning oxirgi statistik usuli texnologik jarayonning tavsiya etilgan nafaqalar bog'liq bo'lgan xususiyatlarini kafolatlamaydi. Orientatsiya ruxsatiga qarab, kesmalarni yuving, buning uchun pul robotning qobig'isiz xavfsizligi uchun javobgardir. Imtiyozlarni tanlash uchun me'yoriy jadvallar kichik, arzon qismlarni tayyorlashda va texnologik jarayonlar kengaytirilsa, bitta va kichik ishlab chiqarishning ongida tuzilishi mumkin.
Boshqa barcha kayfiyatlarda turg'unlik tendentsiyasi mavjud Rosraxunko-analitik usul professor V.M.Kovan tomonidan tartiblangan to'lov uchun nafaqalar ajratish. Usul sirtni qayta ishlashning texnologik jarayonining oldingi va yakuniy operatsiyalari uchun imtiyozlarga qo'shiladigan omillarni tahlil qilishga asoslangan. Imtiyozning qiymati elementlar uchun differentsial tahlil usuli bilan belgilanadi, bu esa imtiyozni belgilaydi. Rosrakhunko-analitik usul interoperativ nafaqalar rozrahunok o'tkazish, tobto. ketma-ket sanalishi kerak bo'lgan sirt detallarini qayta ishlashning barcha texnologik operatsiyalari uchun chegirmalar va ular sirtni qayta ishlash uchun qo'shimcha xarajatlarni va sirt holatini va o'lchamlarini aniqlaydigan oraliq bibariya o'lchamlarini aniqlash uchun qo'shiladi. ish qismlaridan. Rosraxunkov qiymati - operatsiya davomida tuzatilishi kerak bo'lgan ishning nuqsonini va oldingi operatsiya uchun olib tashlangan sirt sharidagi nuqsonlarni qabul qilish va yo'qotishlarni qoplash uchun etarli bo'lgan ish uchun minimal oraliq nafaqa. , operatsiya uchun aybdor bo'lishi kerak.
Minimal oraliq nafaqani oshirishda o'g'irlikning quyidagi elementlari qoplanishi kerak:
1) oldingi o'tishda olib tashlangan nosimmetrikliklar balandligi;
2) bu loyni tegirmon h i -1 oldinga o'tishdan keyin ishlov beriladigan qismning sirt to'pi;
3) ochiq joylar o'rim-yig'imsiz rozashuvannya ishlov berilgan sirt;
4) o'rnatishni buzish qachon vikonny tsgogo o'tish.
Sirtning qisqaligi sirt to'pining xarakteristikasi hisoblanadi h i -1 o'sha boshqa omillar tomonidan qayta ishlangan material sifatida, kesish rejimida yolg'on.
Yuzaki to'p h i -1, oldinga o'tish natijasida yashiringan, ko'proq yoki kamroq tez-tez ko'rinadigan o'tishda ko'rinadi. Misol uchun, zarb qilingan buyumlar zarb qilinganda, to'p 0,5 mm gacha dekarburizatsiya qilinadi, bu iz yana ko'rinadi, shunda to'p shishasilmaydi. Yana bir bor, birinchi texnologik o'tishda sirt to'pini ko'rish kerak, bu ish qismini kulrang chavundan zarb qilish paytida yaratilgan. 1...2 mm to'p marvarid tanlagandan hosil bo'lib, ichiga qoliplash qumi qo'shiladi.
Ochiq joylar o'rim-yig'imning bir xil taglik yuzalarining ishlov berilgan yuzalarini kiyinishning moslashuvchanligi bilan tavsiflanadi. Fossilovixovyx prostasalari boti bo'lishi mumkin: nopivyshniy -nibe -nich -shaklida I disi butalari butalarining ignabargli o'rashlari, pog'ona -chastota o'qining Vigin blankalari, murdaning xunukligi, teskari teskari reabilitatsiyaning go'shti.
ombor minimal sanoat nafaqa ham tuzatilishi kerak bo'lgan o'tish joyidagi blankalarni o'rnatishda xatodir.
O'g'irlik o'rnatildi joy o'zgartirish yoki sirtni burish bilan tavsiflanadi, bu esa poydevorni ishlab chiqishga imkon beradi, uning qiymati oshirilgan ruxsatnoma bilan qoplanishi mumkin. Masalan, asl diametrga ko'ra vtulka ishlab chiqarishda, taglik teshigi mandrelga o'rnatilganda, ishlov beriladigan qismning bo'sh joyidan
![]() ,
,
de D- blankaning ochilishi va mandrel o'rtasidagi kafolatlangan bo'shliq;
d1- mandrelni tayyorlash tolerantligi; d2- tayanch ochilishini tayyorlashga kirish; d3- mandrelning aşınmasına bardoshlik.
Ish qismini sozlashda yuzaga kelishi mumkin bo'lgan noaniqliklarni bartaraf qilish uchun ruxsatnomani ga oshiring.
Subsumuovuchi qiymatlari, , va texnologik o'tish uchun minimal ruxsat olish.
Keling, omborlarni sarhisob qilish usullarini ko'rib chiqaylik. Samolyotlarni qayta ishlashda vektorlar arifmetik tarzda umumlashtiriladi, chunki hidlar kollinear (parallel) va ishlov berilgan yuzaga perpendikulyar ravishda tekislanadi. Shuningdek, Rozrahunkov maydonini o'rganayotganda, minimal nafaqa formulasi ko'rinishi mumkin
Xuddi shu usullardan foydalangan holda ikkita uzunlikdagi kvartirani qayta ishlashda har ikki tomonning ruxsati ham bo'ladi
Sirtni o'rash vektorini qayta ishlashda r i-1і E i qabul qilishi mumkin, u kutove qoidalari bo'ladimi va bu í̈x pídsumovuvannya dotsílno vykonuvat qoida uchun kvadrat ildiz
![]() .
.
Shuningdek, o'rashning tashqi va ichki yuzalarini qayta ishlashda diametri uchun ruxsat (markazlarga kiritmasdan)
Diametri (o'rash sirtini qayta ishlash soati) bo'yicha operatsiyalararo nafaqaning eng kichik miqdori bo'linadi.
Ombor rozrachunkovyh formulalar ma'nosi dovídkovyy adabiyotda indüklenir. Ushbu omborlarning o'ziga xos ma'nosi forvardning aniqligiga ko'ra depozitga qo'yilishi kerak ( i–1) va berilgan ( i) o'tishlar, o'tish joylariga blankalarni o'rnatishning aniqligi, blankalarning materiali va boshqa omillar. p align="justify"> Global formuladan omborlarning o'ziga xos o'tishlarini tahlil qilishda qayta sotishni kiritish mumkin. Shuning uchun onaga qadam bosish kerak:
1) markazlarga o'rnatilgan ishlov beriladigan qismning silindrsimon yuzasini burishda xato nolga teng bo'lishi mumkin
2) ishlov beriladigan qismlarni issiqlik bilan ishlov berishdan keyin silliqlashda, sirt to'pi iloji boricha saqlanishi kerak;
![]() ,
,
![]() ;
;
3) suzuvchi tomoq ochilganda, cho'zilgan teshiklar va eksa ochilishi usuvayutsya emas va bu yo'nalishda o'rnatish xatosi yo'q.
![]() ;
;
4) silindrsimon sirtni o'ta pardozlash va parlatish bilan, agar sirtning qisqaligi o'zgargan bo'lsa, ruxsatnoma ishlov beriladigan yuzaning mikro notekisliklari jingalakidan kamroq bo'lsa, keyin.
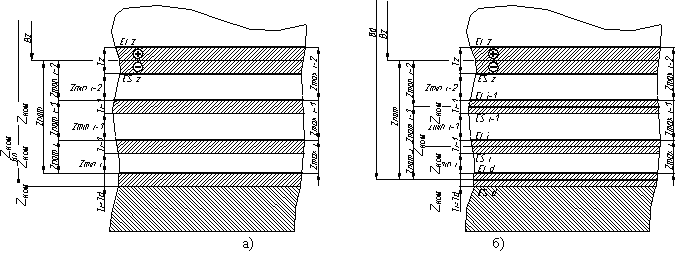
Tashqi va ichki silindrsimon sirtlarni qayta ishlash jarayonida oraliq kengayishlarni qabul qilish sxemalari rasmda ko'rsatilgan. 2 va 3.
mil uchun ish qismi ustida tolerantlik ijobiy qismi umumiy nafaqa qadar ochilishi uchun salbiy, kirmang, lekin javobgarlik qayta ishlash paytida kesish belgilangan rejimlari ostida hurmat olinadi.
Shuningdek, rozrahunka uchun minimal zarur nafaqa muayyan xarajatlarni sug'urta qilishdir. Ularda kuz, dodankivning bir qismi kerak emas, bu sizga nafaqani o'zgartirish va ishni tezlashtirish imkonini beradi. Minimal operativ nafaqani bilib, siz maksimal qiymatni ishlab chiqishingiz mumkin
![]() ,
,
de - sirt kengayishiga tolerantlik, o'rnatishlar oldingi va berilgan texnologik o'tish uchun amal qiladi.
Ma'lum bo'lgan materialning xayoliy sohasi tovshchina keng chegaralarda shishishi mumkin. Vykoristovuyuchi vzaymozv'yazok mzh mizhoperatsiynymi nafaqalar qayta ishlash va í̈x kolivany, rozrakhovuyut chegara rozmíri tafsilotlar dalalari. Vídliku boshoqlarini kimga yulib olish kerak. Masalan, boshoq uchun eng kattasini tanlang D tayyor milning ruxsat etilgan o'lchamlaridan, so'ngra o'tishning qolgan qismi uchun detallarning chegara o'zaro o'lchamlari tugallanadi.
Nafaqalar statistik usul bilan aniqlanganda ishlab chiqarish sanoati galusi ongida ushbu sinf detallarini qayta ishlash tugallanishiga qarab asosiy va operativ nafaqalar tayinlanadi. Zarar bo'lgan taqdirda, material, detallar, ishlab chiqarish turi va ishlov berishning talab qilinadigan aniqligi qoplanadi. Turli blankalar uchun nafaqalar turli xil turlari mexanik ishlov berish GOST, zavod me'yoriy materiallari va hujjatlarga muvofiq bo'lishi kerak. Shunday qilib, í̈x rozmírív zagalny yilda kuzda dumalab dan blankalar uchun diametri 1 dan 8 mm gacha yolg'on uchun ruxsat, blankalar, otrimanih issiq shtamplash uchun - bík boshiga 1,5 dan 6 mm gacha, vylivkív z chavunu va po'lat uchun - víd 3 dan 8 gacha mm Mexanik ishlov berish uchun operatsion ruxsatnomalar (diametri bo'yicha) chegaralarda yotadi: qo'pol burilish bilan, diametri 120 mm gacha bo'lgan prokat mahsulotlari bilan ish qismlari - vyd 1 dan 2,5 mm gacha, blankalar-shtamplash - vyd 1,5 dan 3 mm gacha; qora rangdan keyin burilishni tugatishda - 0,5 dan 1 mm gacha; markazlarida ovn_shnym silliqlash da - vyd 0,2 dan 0,5 mm gacha.
O'z-o'zini tekshirish uchun savollar:
ISH NOKTALARIDA TANLASHDA ASOSLANGAN TAFSILIKLAR
1. Baza haqida chuqur tushuncha.
2. Asoslarning tasnifi va yogo xususiyatlari.
3. Qismlarni o'rnatish usullari. Olti nuqta qoidasi.
Qayta ishlash uchun to'lovlarni tayinlashning rozrahunkovo-analitik usuli - bu rozrahunka qo'shimchalarini metodik ravishda astarlashni o'z ichiga olgan tizim bo'lib, rozrahunkoviy qo'shimchalarni qayta ishlangan sirt va normativ materiallarning chegara o'lchamlari bilan bog'laydi.
Minimal nafaqalar quyidagi formulalar bilan qoplanadi:
· Protillangan yuzalarni oxirgi marta qayta ishlashda (bir tomonlama ruxsatnoma):
· Parallel yuzalarni qayta ishlashda (ikki tomonlama ruxsat)
· tashqi va ichki silindrsimon sirtlarni qayta ishlashda (ikki tomonlama ruxsat)
de R i i - 1 - oldingi o'tishdagi profildagi nosimmetrikliklar balandligi; h i -1 - oldingi o'tishdagi nuqsonli sirt to'pi chuqurligi; D S i-1 - sirtni to'liq qayta tiklash va oldingi operatsiya vaqtida kalıplanmış sirtni qayta tiklash; e i - ish qismini o'tishga o'rnatish xatosi.
Qayta ishlash soati uchun nominal nafaqalar quyidagi formulalar bilan qoplanadi:
· zvníshnyh yuzalar
ichki yuzalar
de ei i va ES i - chorrahadagi kengayishning pastki va yuqori chiqishlari; ei i -1 va ES i -1 Indeks D diametrik o'lchamlarga ko'rinadi.
Nominal nafaqa texnologik asbob-uskunalar, zokrema, shtamplar, qoliplar, modellar, chizmalar, nozik biriktiruvchi shakllantiruvchi elementlarning nominal o'lchamlarini loyihalash bilan belgilanadi.
Sirtni qayta ishlash uchun maksimal ruxsat quyidagi formulalar bilan qoplanadi:
zovníshnyh uchun
ichki uchun
de TD va Td - tashqi va ichki o'lchamlar uchun toleranslar amal qiladi.
Texnologik maqsadlar uchun maksimal ruxsatnomalar va imtiyozlar (ish qismining konfiguratsiyasini juda nozik o'zgartiradigan zarbalar, aylanalar) kesish chuqurligiga teng.
Nafaqalarni chiqarishning asosiy qoidalari:
1. Minimal nafaqa
ishlov beriladigan teri yuzasi uchun konstruktiv va texnologik kartalarni tanlashga ko'ra (1.4 - 1.6) formulalar bo'yicha qo'llaniladi.
Rozraxunkovo-texnologik xaritada rozmir ko'rsatilgan bo'lib, u obblyuvana sirtining holatini va ularning vikonannyasi tartibida texnologik o'tishni ko'rsatadi; teriga o'tish uchun R z, h, D S, e va TD yoki Td qiymatlari qayd etiladi.
2. Toleranslar va sirt sifati parametrlari texnologik o'tishning oxirida (R z va h) kreslo qismlari uchun olinadi, ular bilan ishlov berishning dizayn usuli bilan ularni olib tashlash imkoniyati uchun standartlarga muvofiq tekshiriladi.
3. Xom egiluvchan chavuniv, shuningdek, rangli metallar va qotishmalar birinchi texnologik o'tishdan keyin va qayta qoplama davomida termal ishlov berishdan so'ng po'latlar uchun formulalar (1,4 - 1,6) h qo'shimchalari uchun ruxsatnoma kiritilgan. Muayyan holatlar uchun qayta ishlash uchun nafaqalarni belgilash formulalariga kiritilgan o'sha va boshqa qo'shimchalar ham kiritilgan. Shunday qilib, ular orasida yovuz o'tish paytida yo'qolib bo'lmaydigan burmalar kiradi.
Misol uchun, suzuvchi roost bilan chirigan va zsuvning ochilishini va eksa ochilishini cho'zganda, ular usuvayutsya emas. Otzhe, ushbu turdagi shaxslar uchun minimal nafaqa quyidagi formula bilan qoplanadi:
Belgilarni yuzaki termal ishlov berishdan so'ng ish qismini silliqlashda to'p buti tejamkorligi uchun aybdor, shuningdek, h i -1 Rosrakhunk formulasidan buti qo'shimchalari uchun aybdor (1.15).
4. D S sirtining sirtini qayta tiklash kerak:
· Blankalar birinchi texnologik o'tishga ega;
· texnologik o'tish boshlanishi uchun pichoq vositasi bilan qora va napivchistovoy qayta ishlash so'ng;
· termal ishlovdan so'ng, navit deformuvannya buv.
Muntazam o'zgarishlar bilan bog'liq holda, ishlov berish va ishlov berish bosqichlarida o'tishlarning kilkasiga ishlov berish jarayonida sirtning chirishi ular uchun yaxshi emas.
5. Belgilangan nafaqalar bo'lsa, roztashuvannyaga g'amxo'rlik qilish uchun, agar u elementar sirtning bardoshliligi bilan bog'liq bo'lsa va mustaqil ahamiyatga ega bo'lishi mumkin bo'lsa, quyidagi choralarni ko'rish kerak. Shunday qilib, shtamplash paytida ish qismining sirtining kengayishi shtampning yuqori yarmini pastki poydevor bo'ylab joylashtirish natijasida hal qilinadi, ya'ni. Pushti markalar chizig'i elementar sirtni o'tkazadi, bu sizga markalarning o'zgarishini aniqlash va uning ma'nosini belgilash imkonini beradi. Shu tarzda, shtampning pastki va yuqori yarmini ishlatish kengaytirish uchun ruxsatnoma bilan bog'liq bo'lib, uning qiymati kengaytirishga tolerantlik chegaralarida tartibga solinadi yoki aks holda u aniqroq ko'rsatiladi.
1. Razryznyayut zagalne va místseve vydhilennya os_detaí vyd to'g'ri chiziqlilik (egrilik). Їx qiymatlari detalning geometrik parametrlariga qarab belgilanadi. Shunday qilib, tanani qayta ishlash jarayonida markazlarga o'rnatilganda, ventilyatsiyani tekislik shaklida o'rash formulalar bilan aniqlanadi:
misseve
![]() , (1.17)
, (1.17)
de D to - to'g'rilik detalining o'qining kengayishi, milning uzunligi 1 mm gacha, mikrongacha kirib borishi.
2. Y o'qlarining kuzda kengayishining ikkita qiymati yig'indisi vektor yig'indisi sifatida tayinlanadi. Agar vektorning havodagi holati uyda bo'lsa va hid to'g'ridan-to'g'ri oldinga yugursa, u holda yirtqich nafas algebra yig'indisi sifatida ko'rsatiladi. Vipadlarda vektorlarni to'g'ridan-to'g'ri uzatish muhim bo'lsa, ular geometrik katlama qoidasiga ko'ra umumlashtirilishi kerak.